
References





Background
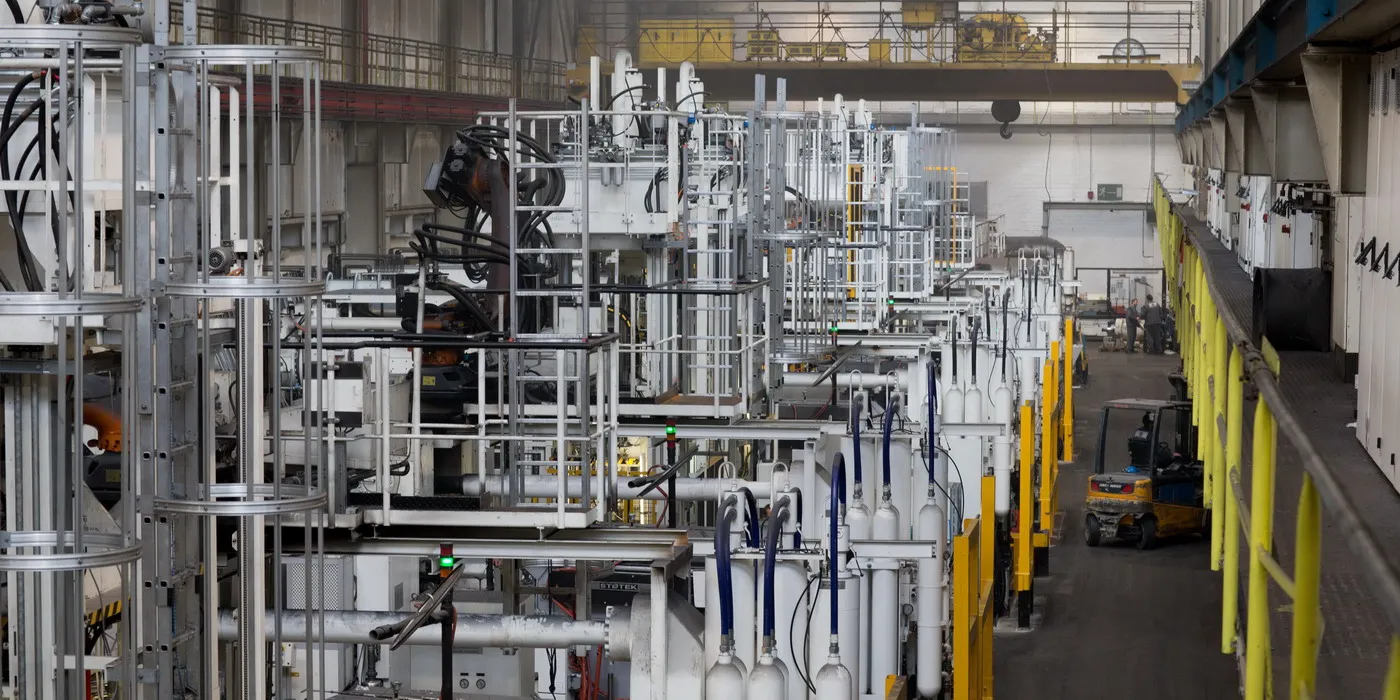
VW is a leading global manufacturer of passenger cars. The component plant in Kassel manufactures gearboxes, sheet metal parts, exhaust systems, and die-cast parts made of aluminum or magnesium. The die-casting foundry in Hall 5 comprises over 60 casting cells. It casts aluminum engine blocks and transmission housings. Hall 5 measures 120x160 m and is divided into six rows, A to F. Space is very limited and most of the machines are old. Future products will require machines with greater clamping forces.
In row A of the foundry, nine casting cells with a clamping force of 13.5 MN were to be replaced with new ones with 28 MN. Further requirements were: design of a standardized casting cell with modular interchangeable units, improved accessibility for setup, short distances for workers, clear separation of material flow, conversion during ongoing production including construction measures to reinforce the hall floor, same space requirements despite larger machines.
VW commissioned Projektingenieure (PI) with the design and complete implementation of the new A series.
Result
- 9 new casting cells (replacement of 9 x DGM 13.5 MN > DGM 28 MN on the same area)
- Improved clarity and accessibility
- Standardized, flexible casting cells with modular, interchangeable units
- Fully automated production
- Continuous process and product data monitoring
- Implementation of the highest standards of occupational safety, environmental protection, and energy efficiency
Services PI
Factory planning, process planning
Concept design
analogous to VDI 5200, phases 1 to 3
- Production segments and organization defined
- 9 fully automated and flexible standardized casting cells with modular interchangeable system components
- Logistics concept (material flow, conveyor systems) created
- Resources (personnel, equipment, buildings) dimensioned
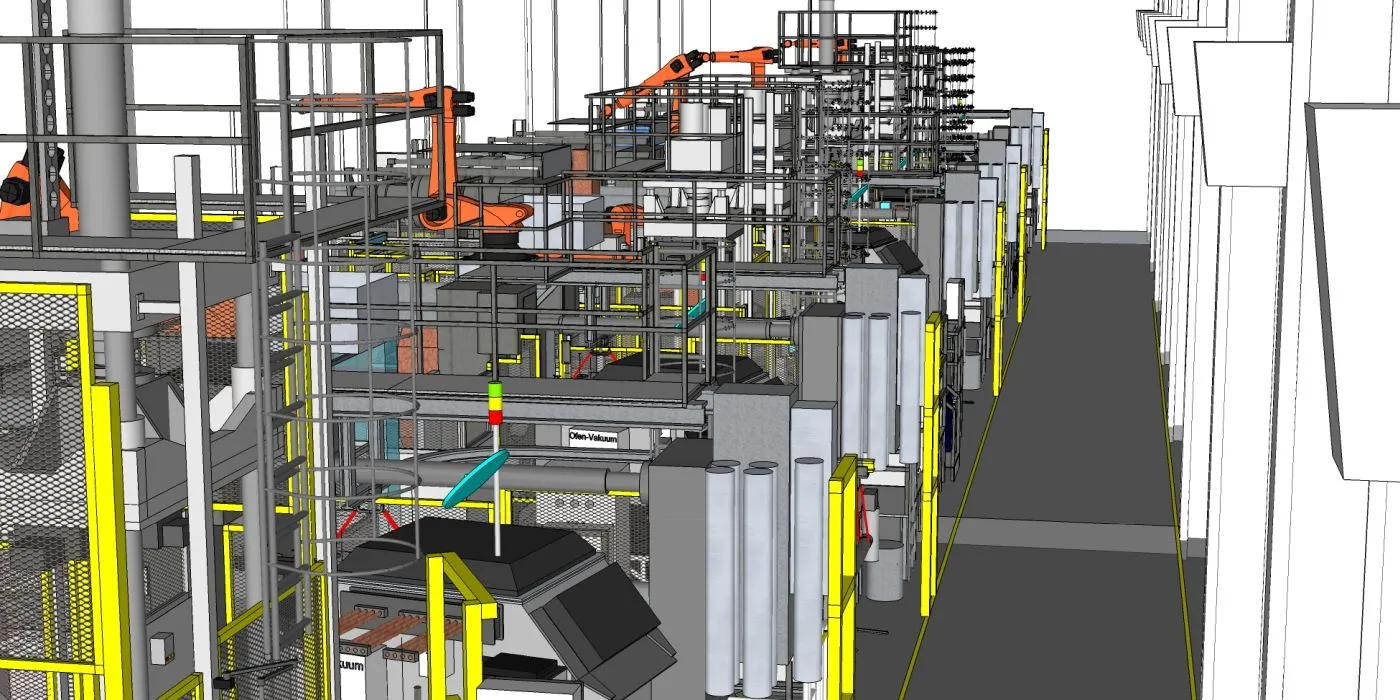
- Concept created and coordinated with employees in 3P workshop
- Investments, costs, unit costs 2D and 3D layout
- Master plan for implementation
Detailing
analogous to VDI 5200, phases 4 and 5
- Detailed production segments and cells
- Machine layout plan created
- R+I diagram for media supply and disposal created
- System list created
- System technology specified (specifications)
- Conveyor technology specified (specifications)
- Plant and conveyor technology put out to tender, quotations obtained and prepared for award
- Interfaces to engineering offices for construction and technical development serviced
- Budget and schedule created
Implementation
analogous to VDI 5200, phases 6 and 7
- Details agreed with suppliers
- Interfaces with customers (planning, production, maintenance) and other suppliers or service providers (construction, media, crane service, etc.) coordinated, solutions developed
- Proper performance of individual services monitored and controlled
- Commissioning, defect rectification, machine capability study/performance tests, and acceptance coordinated
- Budget (investments) tracked
- Project progress recorded: minutes, photos, schedule
Topics
Factory planning: value stream, simulation of capacity requirements and movements, material flow, layout, facilities/infrastructure/buildings, cleanliness, environmental protection
Process planning: plant engineering, automation, interlinking, energy efficiency, IT, control technology, machine and process data acquisition, Industry 4.0
Logistics planning: Simulation of movements/inventories, load carrier design, conveyor technology: Storage technology/transport technology, fire protection
Trades
Dosing, pouring, spraying, removing, cooling, deburring, burr disposal, marking, testing, packaging, transporting;
buildings, pits, foundations, ventilation technology, crane systems, steel construction, media, infrastructure; automation, interlinking
