
References


Video Core shop for core package production Turbocharger housing
Background
MRB Guss GmbH (formerly Georg Fischer Casting Solutions), based in Herzogenburg, produces components from ductile iron, including camshafts, exhaust manifolds, and differential housings. Molding, casting, and cooling are carried out on a fully automatic green sand molding machine. MRB Guss is expanding its production to include turbine housings and integral manifolds made of high-alloy cast iron. The geometrically complex parts place high demands on dimensional accuracy and surface quality. Casting is carried out in core packages. These are embedded in the green sand molds of the molding plant. A core package consists of several ColdBox cores. The package represents the complete cast component, including the feeder and gating system. A new core shop is to be set up for core package production and linked to the existing green sand molding plant.
MRB Guss commissioned PI with the planning of the new core shop, including the interlinking (=conveyor technology and automation) from the core shooting machine to the green sand molding plant.
Result
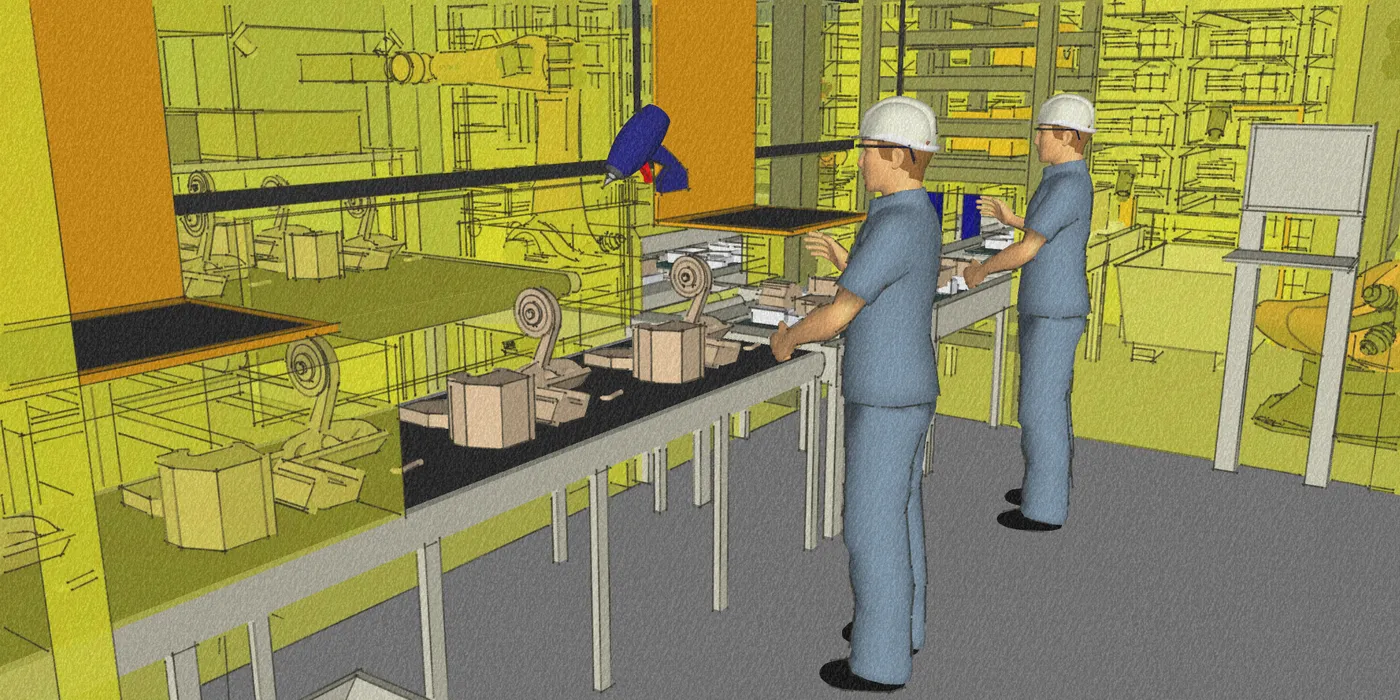
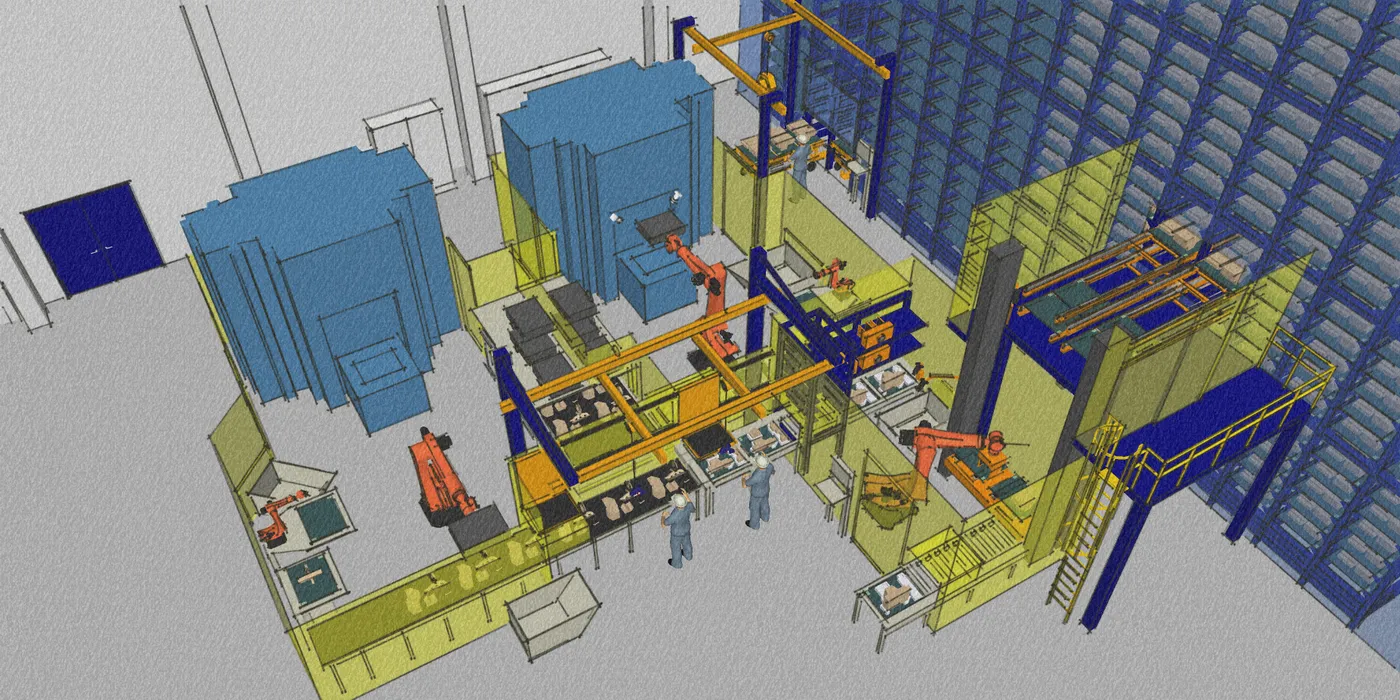
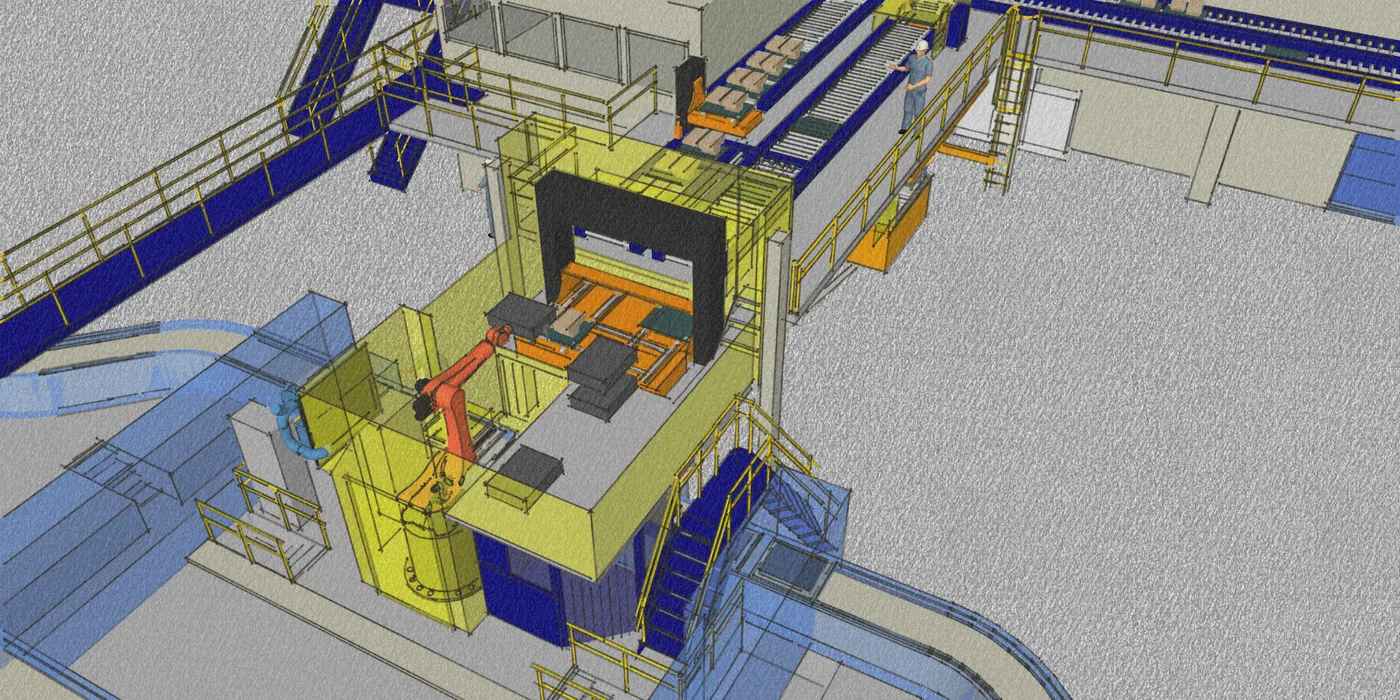
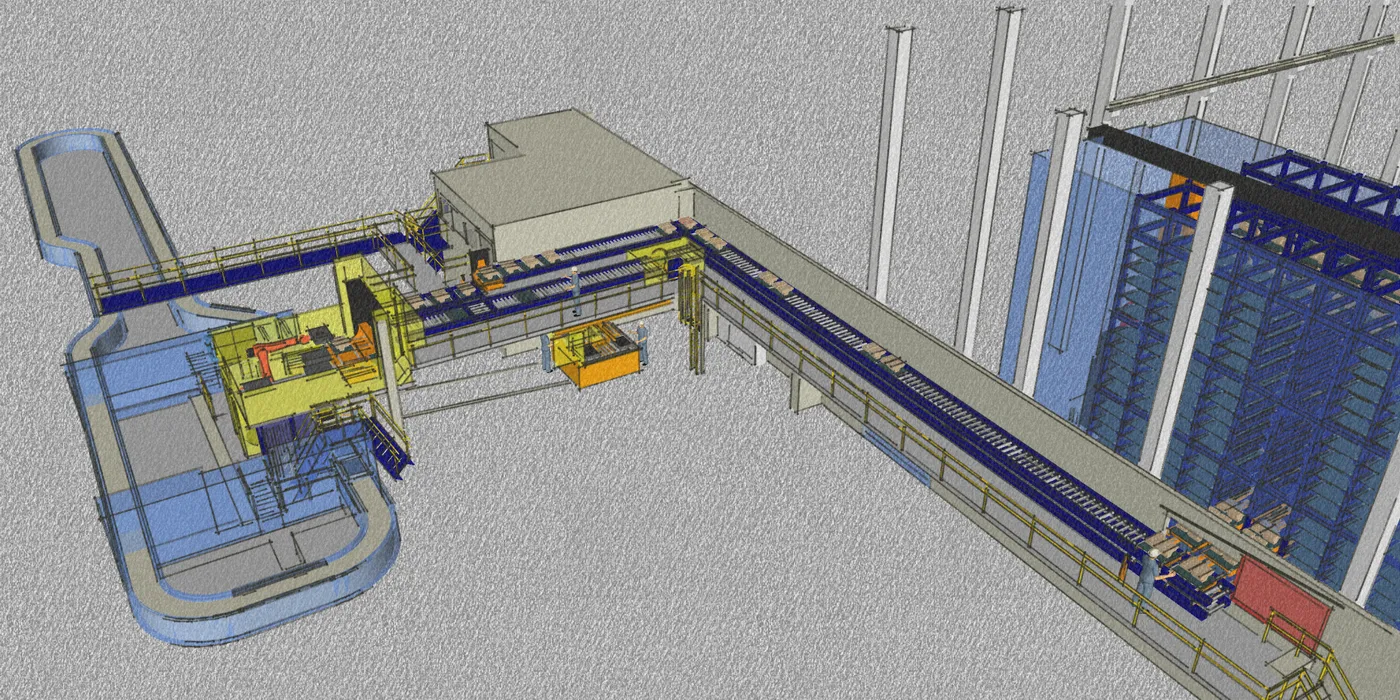
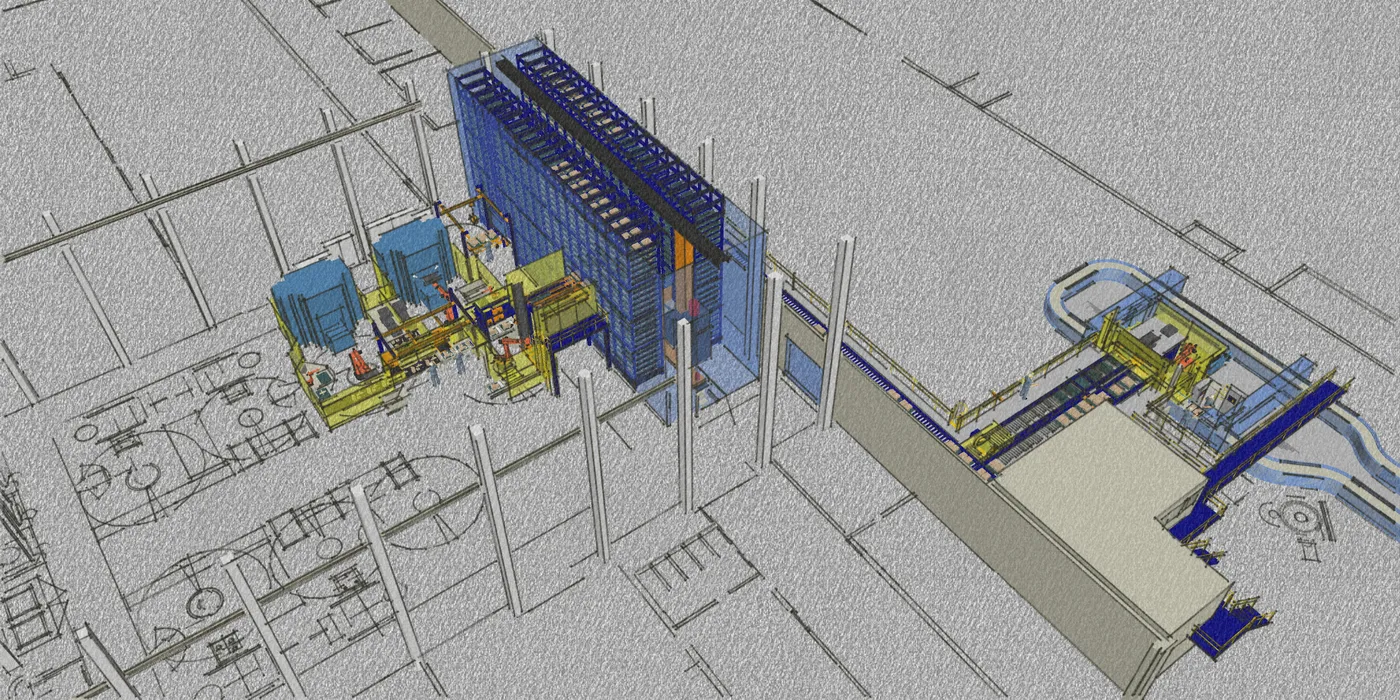
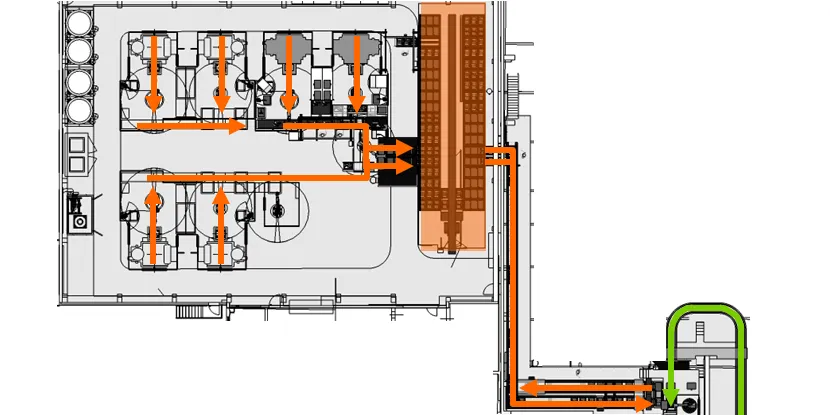
The cores are shot on two core shooting machines and assembled inline into core packages. An automatic high-bay warehouse decouples the slower core package production from the faster molding system. The process runs fully automatically except for the assembly of the small inner cores.
- Synchronized station assembly with coordinated pre-assembly
- Modular core shooting cells
- Ergonomic workstations for in-line assembly of core packages
- Fully automated high-bay warehouse for flexible and fast storage and retrieval of core packages
- Fully automated insertion of core packages into the molding machine
- No restrictions on the molding system for conventional products
- Continuous process and product data monitoring
- Modular expandable core shop
Services PI
Factory planning, process planning, logistics planning
Concept design
analogous to VDI 5200, phases 1 to 3
- Assembly process defined with synchronized assembly content for each station and coordinated pre-assembly (assembly priority graph)
- Logistics (material flow, conveyor systems) analyzed
- Existing facilities and buildings surveyed
- Variants of interlinking (=conveyor technology and automation) developed and evaluated
- Quantitatively (investments, personnel)
- Qualitative (process reliability, flexibility with regard to future use, scalability)
- Layout designed in 3D
- Target variant defined
- Master plan for implementation created
Detailing
analog VDI 5200, Phasen 4 und 5
- Detailed layout and plant engineering (interfaces to upstream and downstream plants, occupational safety, customer specifications, media routes)
- 3D layout created, collision check performed on existing plants and buildings, movement sequences visualized in 3D
- Cycle times calculated from simulation
- Operating modes and control areas defined
- Conveyor technology specified (specifications)
- Specified plant and conveyor technology (specifications), put out to tender, obtained quotes, and prepared for awarding contracts
- Liaised with engineering offices for construction and technical development
- Budget and schedule settled
Topics
Technology: Automation, material flow, layout, simulation, core package assembly; automation, interlinking
Processes: Assembly organization
Trades
Core shooting machine, core shooting cell, core handling, assembly line for core packages, high-bay warehouse, core package inserter, conveyor technology; automation, interlinking
